

自動校正
自動校正
自動校正設定教學
Atom 最新的韌體可以記憶前次自動校正的數值,若沒有更動機器,即不需重新校正。
下列情形會需要重新自動校正:
● 第一次組完機器後
● 移動過玻璃平台
● 曾拆下噴頭或移動平台模組
● 搬運機器
請確實依照下列步驟,這樣能確保您的機器校正順利。
自動校正的前置準備
在執行自動校正前,需要先確定機構運作正常,避免不必要的干涉,好讓自動校正可以順利完成。
請進行下列A~D的檢查後,再執行自動校正:
A. 機構檢查
1. 確認側吹風扇沒有碰到移動平台,以免校正干涉。
2. 確認噴頭穩固地鎖在移動平台上蓋。
3. 確定噴頭移動平台上蓋有確實鎖平且鎖緊在移動平台上。
4. 皮帶調到正常的鬆緊度
5. 若不確定機構的檢查步驟,詳細圖文請按此觀看。
B. 確認玻璃是否會晃動
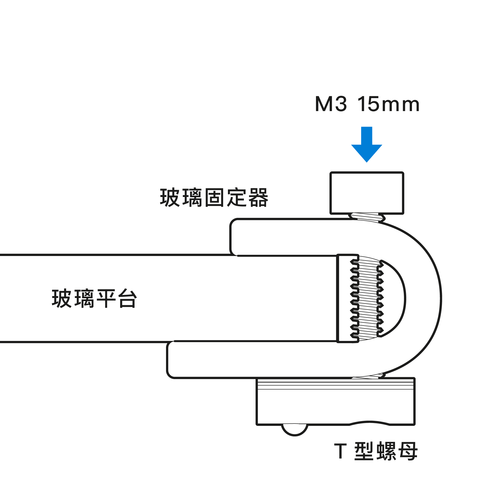
鎖緊玻璃固定器後,用手搖晃看看,確認玻璃不會晃動,以避免影響自動校正的結果
(熱床套件之玻璃的詳細組裝步驟,請參照原廠附贈的組裝說明書)。
C. 噴嘴殘料清理
若噴嘴有殘留的冷卻 PLA 料留在噴嘴外圍則會造成自動校正時產生偏差,建議先執行preheat功能,靜待 5 分鐘,讓殘料預擠出來後,拿餐巾紙(請勿使用一般衛生紙,容易沾黏)擦掉噴頭殘料再開始列印。
!注意 ! 不要在沒有任何保護措施之下接觸加熱的噴頭!
D.限位開關與螺絲的距離
注意 ! 不要在沒有任何保護措施之下接觸加熱的噴頭!
校正的限位開關有分為機械式和光學式,請以您的機型,參考下面的圖說調整。
Atom 2.0 機械式微動開關調整方式
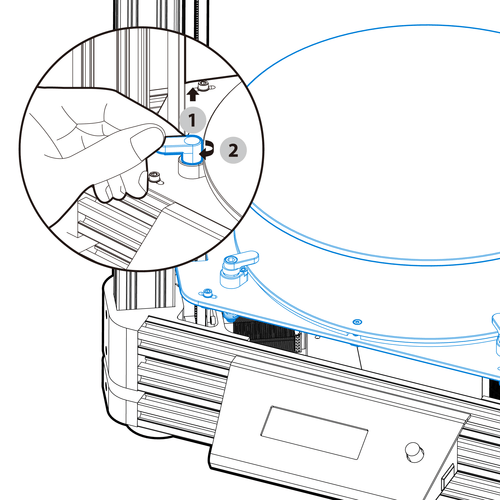
螺絲應輕觸微動開關,讓每次自動校正時所受機構行程所影響的距離最少,換言之,即是讓噴頭可以輕抵到平台,越輕越好,若壓得太深會容易有偏差值。
若螺絲有輕觸到微動開關,但自動校正時而產生空跳,表示有可能是當初組裝時線組沒有預留該有的長度因而影響到自動校正,此時可以再將螺絲旋緊 1/4 圈,或是先移除集線管,以讓自動校正的干涉最小。
請見下圖所示。
※ 請注意:勿用束線帶或膠帶綁住集線管,以免拉扯造成失準。
螺絲恰好輕觸微動開關
螺絲恰好輕觸微動開關
螺絲恰好輕觸微動開關
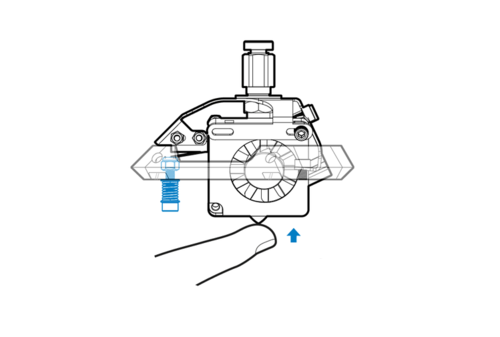
Atom 2.5 系列光學式限位開關調整方式
螺絲應剛好遮蔽到限位開關,讓每次自動校正時所受機構行程所影響的距離最少,換言之,即是讓噴頭可以輕抵到平台,越輕越好,若壓得太深會容易有偏差值。
若螺絲有遮蔽到限位開關,但自動校正時而產生空跳,表示有可能是當初組裝時線組沒有預留該有的長度因而影響到自動校正,此時可以再將螺絲旋緊 1/4 圈,或是先移除集線管,以讓自動校正的干涉最小。如下面動態圖片所示,往上輕推移動平台上蓋零件會讓燈亮。
※ 請注意:勿用束線帶或膠帶綁住集線管,以免拉扯造成失準。

自動校正的步驟
請確實照上列自動校正前置準備確實檢查完畢,否則自動校正將無法達到最佳效果。我們也把自動校正教學拍成影片,請您照著以下的影片開始進行設定(注意影片版本分別)。
韌體 2.0 系列自動校正步驟:
1. 點擊旋鈕進入選單後,點選 [ Setting Z Offset ]。
2. 點選 [ Auto Calibration ] 進行自動調平。
* 此功能新增於韌體 20180329 或更新版本,如使用舊版韌體則跳過
3. 再點選 [ Bed Leveling ] 一> [ Auto Level ] 進行自動校正。
4. 點選 [ Go to Zero ] 。
5. 放一張一般A4紙(80P)於噴頭和玻璃平台間,並觀察噴頭是否可以摩擦到紙,且紙張又可以在不太費力的狀態下前後移動,要有一點磨擦力但請勿緊到讓噴頭刮破紙張。
6. 若噴頭太遠,請慢慢調低 [ Z-Offset ] 的參數並重複步驟 3~4。
若噴頭太近,請慢慢增加 [ Z-Offset ] 後重複步驟3~4,數值一下調太快會讓運作lag。下面有調整Z-offset的教學。
7. 找到適當距離後就可以開始列印,Gcode中不再需要有G29指令。
韌體 2.5 系列自動校正步驟:
1. 點擊選鈕進入選單後,點選 [ Bed Leveling ]。
2. 點選 [ Auto Calibration ] 進行自動調平。
*
此功能新增於韌體 20180329 或更新版本,如使用舊版韌體則跳過
3. 再點選 [ Bed Leveling ] 一> [ Auto Level ] 進行自動校正。
※如果有發生掉桿的情形,可先在校正之前移除掉移動平台蓋彈簧,此彈簧為了避免日後的使用,造成移動平台上蓋的金屬彈性疲乏,所以在前幾次有過緊的狀況,導致噴頭掉桿,可在校正之後列印之前再裝回。
4. 點選 [ Adjust Offset ] 。
5. 放一張一般A4紙於噴頭和玻璃平台間,並觀察噴頭是否可以摩擦到紙、但紙又可以在不費力的狀態下前後移動。
6. 若噴頭太遠,請慢慢調低 [ Z-Offset ] 的參數並重複步驟 3~4。
若噴頭太近,請慢慢增加
[ Z-Offset ] 後重複步驟 3~4,數值一下調太快會讓運作lag。下面有調整 Z-offset的教學。
7. 找到適當距離後就可以開始列印。
如何調整噴頭正確 Z-offset(Z軸補償值)

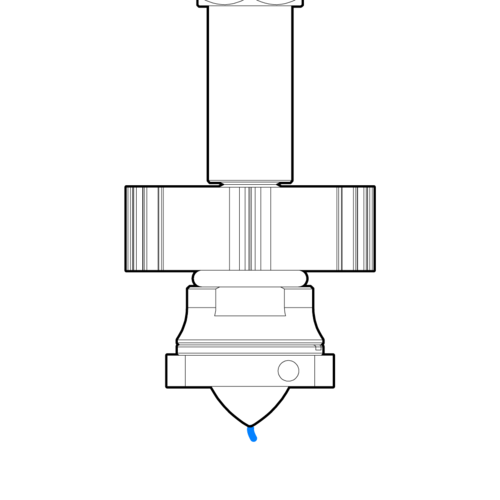
噴頭列印高度的微調可以直接從 LCD 上做調整,在確定紙張有正確輕觸(上圖)到 A4 紙張後,即可開始列印。

噴頭列印高度過高,單手可以輕易拉動紙張,會導致列印失敗,請在調降 Z-Offset,直到噴頭輕觸 A4 紙張。
印出適當的高度
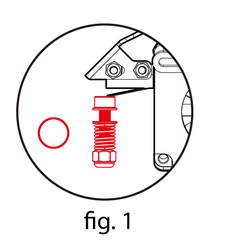
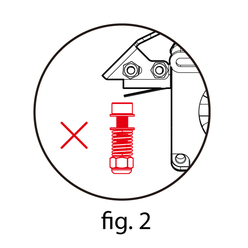
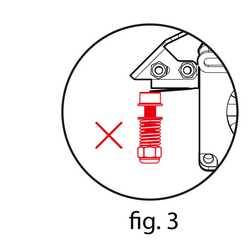
執行完自動校正後,可以開始檢驗設定的結果。最開始的第一層是最關鍵的要素;正確的排列應該如「圖1」,每條路徑都紋理分明,有穩定的出料,且外圍和內填充是沒有間隙的,若印出來有「圖2」或是「圖3」的情況,則可以對噴頭做高度的微調。
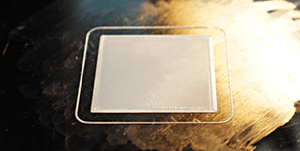
圖1:高度適中
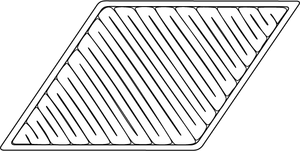
料照著路徑整齊排列於底板上,且內部與外圍無間隙。
外圍與內填充有間隙,表示噴頭沒有鎖緊,請點此到噴頭機構檢查重新檢查。

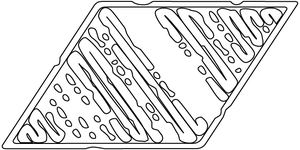
圖2:噴頭過高

料無法順利黏於底板上,產生皺摺,捲曲變形,可以稍微旋緊噴頭前的螺絲後再做一次自動校正以降低列印高度。
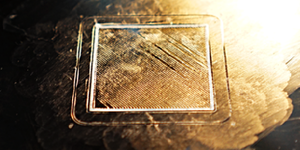
圖3:噴頭太低
沒有空間出料,噴頭會直接刮到底板,最後導致有些地方有線條有些地方沒線條,可以稍微放鬆噴頭前的螺絲後再做一次自動校正以增加列印高度。
自動校正時,噴頭碰撞底板
噴頭在自動校正時連續空跳
噴頭的螺絲距離微動開關太遠,沒有碰觸到微動開關,建議將螺絲鎖緊一點(如何調整請按此觀看),再使用手由下往上輕點噴頭,可以順利發出噠噠的聲音即可。
Z Min Error 排除(2.5 系列用戶)
噴頭看到紅光有會導致要 Auto Leveling 的時候,發出逼逼聲和錯誤訊息,提供以下幾個解決方法:

1. 電線或PTFE管拉扯到上蓋,請先移除掉束線帶或集線管。
2. 光學觸發螺絲往上過頭,將移動平台上蓋頂起,請先將螺絲往下旋轉,直到再次發出紅光後停止,再稍微往上轉一點直到燈光消失。
3. 光學觸發螺絲尚未遮住光學開關,請直接將螺絲往上旋轉直到紅光熄滅後停止。
無法解決問題?